Building on the company’s historic expertise with a raft of original features, the Gebo HD crate conveyor is scheduled for release in March 2014.
Industry professionals have recently been reacquainted with the Gebo name: we marked our return to the scene with the exclusive unveiling of the brand new HD crate conveyor system for beer. The occasion was Drinktec 2013, which attracted over 66,000 visitors capital to check out the new offerings – with Gebo’s latest gem at the top of their list.
Intelligent design for exemplary results
The new crate conveyor combines the company’s famous quality and attention to detail with a practical, robust and intelligent design which sets a new standard for conveying for the returnable market. This crate conveyor is designed to handle even the most challenging operating conditions, while continuing to yield impeccable results.
Lower maintenance and extended lifetime
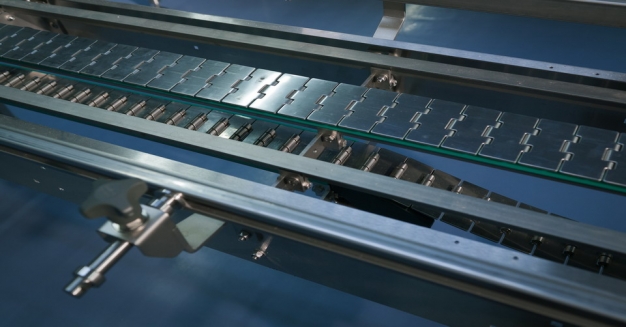
The Gebo crate conveyor’s open design leaves no chance for dust retention, a major cause of corrosion and breakdowns in the difficult conditions faced by many beer packaging lines, where dust, sand and glass particles are a significant issue.
The conveyor’s open structure, combined with clamped wear strips and an improved chain system, reduces the threat from dust accumulation, drastically brings down maintenance and extends the lifespan of chains, sprockets and other key components.
New features
The crate conveyor also incorporates a simple but ingenious new return wheel system: its hygienic open design is not only more robust, but also prevents dust and glass fragments from accumulating, thereby boosting durability. The same design philosophy has been applied to the new Gebo drive sprocket wheel, reducing dust damage and protecting the chain and pins.
The Gebo HD crate conveyor can be installed to operate with a single 82.5mm central chain with stabilizers, or two parallel chains with an 85mm gap. Both options are available for the full range of crate conveyors (transit, accumulation, curves, incline and decline).
Perfect response to dust issues
Product manager Vincent Piron shared his excitement over this new launch:
“We’ve known for some time now that there is a real demand for high-spec conveying systems which can handle the difficult conditions encountered in warehouses. With its intelligent open design and cutting-edge components, this crate conveyor offers the greatest possible durability and hygiene results, even in beer-packing environments with serious dust and glass issues. We’re convinced that a heavy-duty conveyor with such advanced specifications will be a perfect fit for the African market.”
Capable of operating in tough conditions with a minimum of cleaning and maintenance, this is a truly heavy duty piece of machinery that comes with the Gebo seal of quality. An indispensable tool for hard-working breweries everywhere.
Vital statistics
- Single or double chain format, with open-bolted stainless steel frame
- Zero dust retention thanks to the open design
- New 5mm vertical and flat strips
- 4/5mm wear strips for enhanced lifespan
- Can be adapted for straight or curved transit